 |
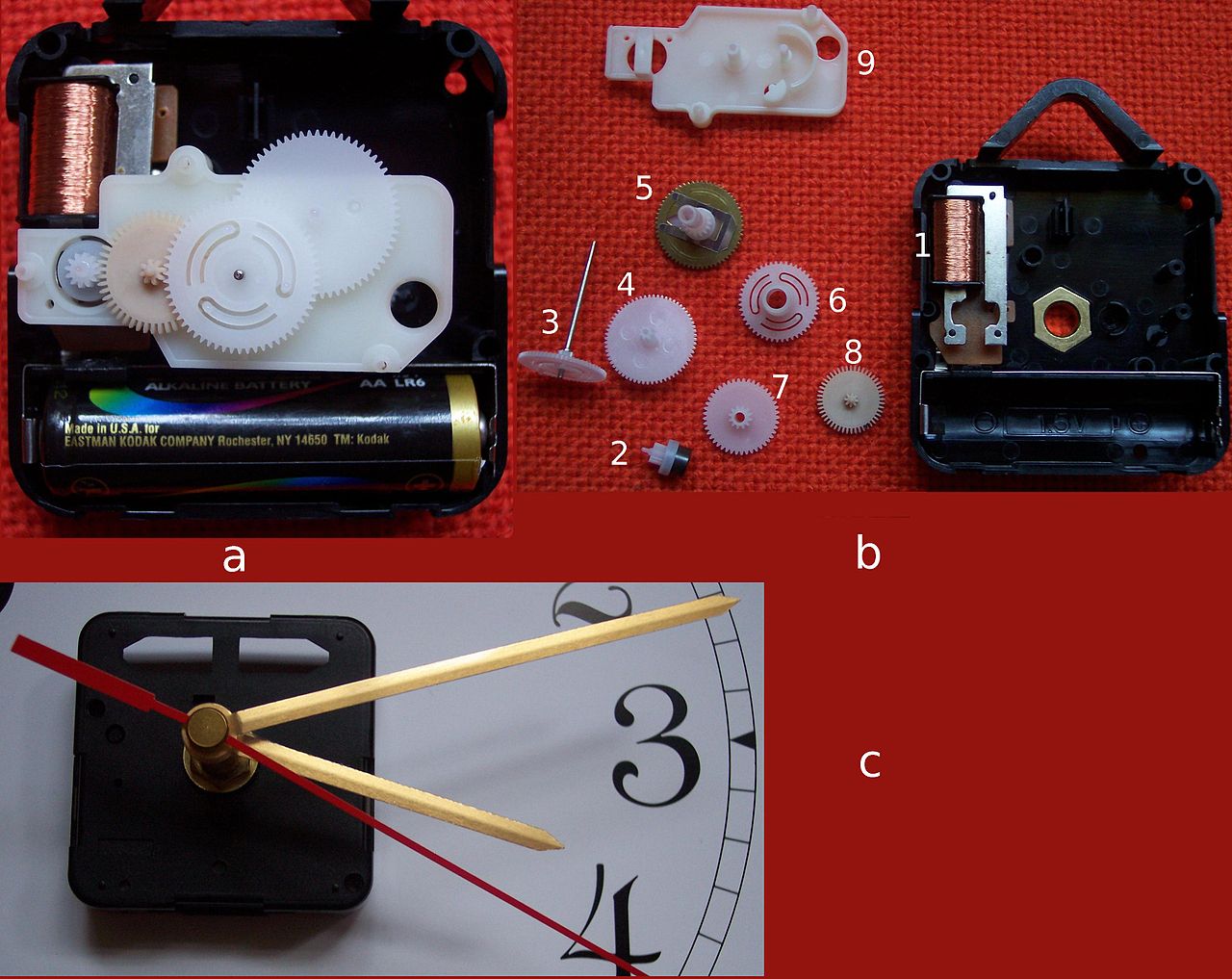
El mecanismo de reloj consta de tres partes esenciales. El circuito del oscilador de cuarzo, los engranajes y juegos de ruedas dentadas y por último un motor de inducción, que es el encargado de mover las manecillas, gestionado por el circuito electrónico y transmitiendo la energía mediante los engranajes.
El pequeño motor de inducción. Con su rotor magnético y la bobina de inducción.
El divisor de frecuencia es un circuito digital formado por una sucesión de contadores hasta obtener una frecuencia de 1 Hz, que permite mostrar segundos. Si se quiere mostrar décimas, la división se detiene al llegar a los 10 Hz. Esta frecuencia pasa al módulo de presentación, que puede ser de carácter electrónico o mecánico, donde otros divisores van separando los segundos, minutos y horas.













{kind=link}
{kind=link}